With the laminations cut and pre-bent next is to cut the
form apart using the bandsaw. This is
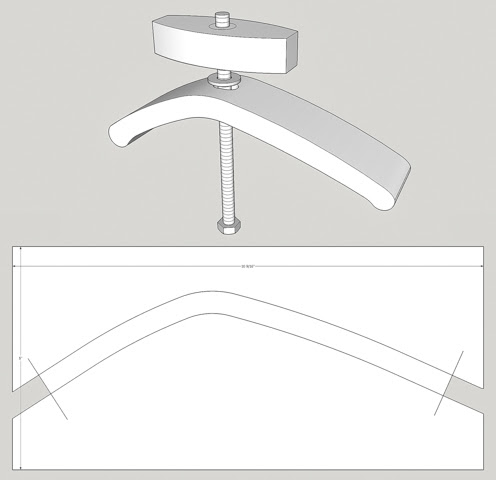
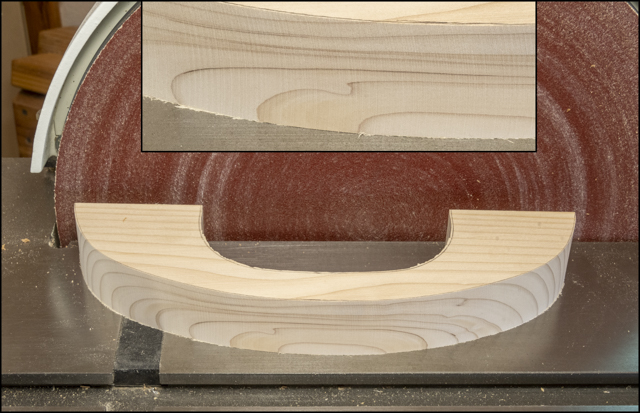
done freehand getting close to but touching the line. It may not look like it in the photo but the
wings on either side of the sharp center curve are not straight but have a
slight curve to them. I did this because
I think they will be stronger but don’t have the engineering to prove it. Think of an arch supporting a bridge versus a
flat surface. 
The outside curves of the form are brought down to the
line and smoothed out using the large disk sander.
The inside curves of the other half of the form are
brought down to the line and smoothed out using the oscillating drum sander
fitted with a coarse sleeve. The surface
really does not need to be smoothed out like it would be for finishing. That’s because all the surfaces will get a
layer of packing tape applied to them giving a smooth non-stick surface to keep
from gluing the hold down to the form when it is used.
Gluing the laminations together is next. No photos of the process because it’s a race against time to get the glue on, the pieces assembled in the form and clamped within the glue’s working time which with the glue I am using is about 5 minutes. The process is not that complicated but can get messy. First, a sheet of 6 mil plastic sheeting goes down on the workbench where I will be making the mess. After that a base piece of wood a little narrower than the form gets wrapped in the same plastic sheeting and set on the guides in the bench vice. The form gets set on top and it’s ready for the glue-up.
- The first lamination gets set in the form up against the front part.
- Glue is applied to the inside of the next piece and it is set in place next to the first piece.
- Repeat spreading glue and setting the laminations in place until all seven layers are in the form.
- Align any of the laminations that may be out of line.
- Apply a little pressure with the bench vice.
- Using a rubber mallet level the layers as needed.
- Tighten the bench vice down more making sure the reference lines on the form are lined up adjusting as necessary.
- Continue to tighten the bench vice down until really tight keeping an eye on form alignment.
- Clean up the squeezed-out glue.

It takes a couple of days for the glue to mostly cure
within the laminations and on the bottom.
That’s due to the plastic at the bottom preventing air from getting to
the glue and the form with its packing tape slowing the cure down. After the initial overnight set the part is
removed from the form and clamped as shown in the photo to hold its shape until
the glue fully cures. 
Flattening the edges is next so all the lamination layers
are flush. That starts by drilling two
holes in the form for screws that will hold the blank securely in the form
while its edges get roughly flattened with a hand plane and finished with the
thickness sander. The two photos below
show the setup in the drill press with the clamps needed to hold everything
together and square.
Once the holes are drilled the laminated blank and the
form are put back together in the vice and the screws, circled in red, get run
in clamping the blank square and plumb in the form. 
Now that the blank is securely held in place both faces
can be roughly hand planed smooth.
That’s followed by loosening the screws then moving one face flush with
the bottom of the form and retightening the screws. The assembly is then run through the
thickness sander until the top edge is smooth. Next the blank is repositioned so the sanded edge is flush with the form
and the other face sanded flat. 
After the edges are flattened, in looking at the blank I
thought that because there is a hole for the clamping bolt right at the peak of
the curve that could be a potential weak point.
The drawing at the top shows the hole.
Adding a little reinforcement around the hole seemed to be a good idea
so a short piece of oak about 1 ½ laminations thick is cut, bent and glued to
the underside of the laminated blank shown in the bottom two photos.
After the glue dries both sides of the brace are cut down
using a hand plane until it’s almost flush with rest of the blank. The form and blank are then run through the
thickness sander to flush the brace with the blank and make both edges
parallel.
Next the end of the brace gets a small fillet sanded in
it using a small drum in the oscillating drum sander. This makes for a smooth transition between
the brace and the body of the blank. In
the bottom photo the red arrow points to the finished fillet while the left
edge of the brace is before sanding it.
Adding a small block at each of the blank’s ends is
next. They are the contact points for
the hold down and top drawing shows what the end result will look like. The middle photo shows the blocks cut to size
and set in place while the bottom photo shows the blocks glued and clamped in
place along with the pattern that will be used to layout the end shape. The blocks are just a smidge taller than the
blank and will be brought down flush after the glue dries.
After the glue dries the blocks are brought flush with a
hand plane then the curved ends are marked out using the hold down
template. Below are the laid out ends
ready to be cut.
The ends get roughed out using the bandsaw. Final shaping is done with the large disk
sander and the oscillating drum sander then hand sanded with 220 grit
sandpaper. The top photo shows the
original aluminum hold down while the two bottom photos show a front and back
view of the hold downs to this point. A
slot still needs to be cut at the top center of them but that will come later.
Next Up – Making the Knobs & Finishing