
For the finish I am going to use a multi-layer approach
using dye, a gel stain and lacquer for the final top-coat. However, before I apply anything, I need to
mask off the flat part of the rim where both halves will be glued together as
bare wood is needed to make a good glue joint.
Blue painter tape is applied in strips to cover the band then a sharp
knife is used to cut the tape where the dished-out area meets the glue
band. The left photo below shows the
tape applied but not cut while the right side shows the completed top. The same process is used for the bottom
piece.

Next is to mix up a little dye for my base. I have a storage drawer with samples of the
various finishes from different projects including ones the did not end up
being used. They all have instructions
on the back for what was used and in what order. All I have to do is pick the finish wanted
and follow the instructions. For this
piece here is my sample block and the instructions. I think this is from a hall cabinet I made
for my son. 


This is what the finished surfaces look like once the dye
mixture had dried. I probably only used
about ¾ of the Tablespoon I had mixed up so it does not take a lot. One note if you really flood the surface and
put too much on then as it dries the excess can bleed out of the pores which leaves a blotchy surface. If that
happens all is not lost just wet a paper towel with alcohol and rub out the
surface. The alcohol dissolves the dye
and evens everything out.

Before putting the gel stain on I want to seal the
dye. In other pieces I have used a coat
of shellac as a sealer but in this case decided to try a thin coat of lacquer
which is made up by thinning the lacquer by about 50%. Here is the setup ready to spray.

It did not take more than a couple of minutes to give
both halves a coat of the thinned lacquer and in 15 minutes it was dry to the
touch. That said they will be left to
cure overnight as it’s still a little cool in the shop here.

The next day I rubbed a dark walnut gel stain into the
open pores darkening them but because of the coat of lacquer the stain did not
darken the lighter smooth area. The
photo below shows what it looks like.
Compared against the “before” image you can’t see much but in person the
pores are darker and have more contrast than before.

After drying overnight it’s time to put a few coats of
lacquer on for the final finish. The
nice thing about spraying lacquer is that at this time of year the finish goes
dust-free in maybe 10 minutes or less and you can apply coats every couple of
hours. Here is the result with the tape
removed after I sprayed on four coats lightly sanding with 220 grit paper
between the second and third coats. The
final coat was left to cure for a couple of days then wet sanded using a foam
backed piece with a grit of 8,000. That
gets rid of any little dust nibs giving a very smooth surface.

I have given quite a bit of thought as to how mount the
piece to the lathe after gluing the two halves together. Originally the plan was to use a smooth cone
inserted into the top hole to spin the piece and have a live center in the
tailstock with a flat plate set in a recess in the foot which would act as a
stabilizer. While it made some sense, I
was concerned about how well using the cone would work. There would not be much surface area contact
between the cone and the edge of the hole plus both surfaces would be really
smooth. What that boils down to is there
would not be very much friction available to spin the bowl. What changed my mind was when I unclamped the
bottom half of the bowl from the large jaws.
Since the clamping faces are smooth and their arc closely matches the
arc of the foot there was virtually no damage to the oak. That meant gently clamping the foot in the
large jaws and using a soft wood cone in the top hole acting as a stabilizer
now sounded like a better idea. Now I
just needed to make cone.
One of my live centers has a threaded end which allows me
to mount to it whatever shape I need, in this case the cone. The material the cone is made from needs to
have one end that is relatively soft so as to not damage the top hole while the
opposite end needs to be harder so it can be threaded to match the threaded end
on the live center. The solution is to
glue a piece of softwood in this case a scrap of 2x4 to a piece of oak. The oak came from a cutoff from the bowl
blank. Here you can see what that looks
like.

Once the glue cured the block was rough cut round,
mounted between centers and turned to a circle.
That was mounted in the chuck using the medium jaws and two holes were
drilled. First, a shallow one that will
act as a registration surface up against the base of the live center to keep
the axis true. The second hole shown
here and just completed is sized so I can cut threads that match the threaded
end in the live center.

Next is to cut the threads with a tap. This is the setup and while it looks a little
Rube Goldbergish it works. Here’s how,
the wood block with the clamp has a hole drilled about half way through that
fits the end of the tap and holds it in place.
A smaller hole centered in the first one goes the rest of the way
through and has the point of the live center run into it. That means when I align the tap in the hole
to be threaded with the piece of wood in the chuck, the tap and the live center
are all aligned with the center axis of lathe and I will get a set of threads
centered on that axis. All well and good
but you ask, “What’s the clamp on the block of wood for?” Well, I need one hand to turn the chuck, one
hand to apply pressure to the tailstock to keep the live center tight to wood
as the tap gets pulled into the hole while cutting the threads and one hand to
hold the block from turning. Total is
one more hand than I have. Using the
clamp keeps the block from turning as its bar is between the lathe bed
ways.

Final bit of work is to screw the wood piece onto the
live center, add a small bolt through it locking the end in place to keep it from spinning and turn it
the desired profile.

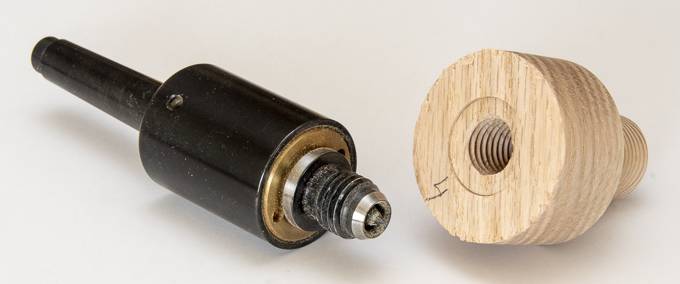
Taking the live center off the lathe and removing the
turned cone you can see how it goes together. The number "4" on the oak matches the #4 chuck jaw so if I ever need to remount it I can put it back in the chuck in the same place as before.
Next up – Testing a Turquoise Inlay



































