When the original panel was assembled there was a knot
and some pitch pockets on the inside faces.
The pitch pockets were caused by a feeding insect or some damage that
created a cavity in the tree. As the
tree continues to grow the damage gets filled by sap resulting in a resin
filled pocket. The other side of these
pieces are the exposed visible faces and do not have the pockets. While these are the inside of the
wastebasket I want to do a little repair for cosmetic reasons.
First, using an X-ACTO knife the pitch and loose bark
gets cleaned out. Filling the resulting
void is next. In the past I have used
black or amber epoxy or as in this case sawdust collected from sanding the
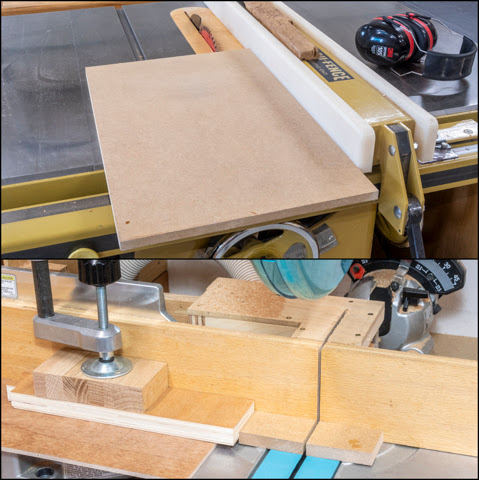
piece that will be combined with the finish to create a filler. In the top photo the block in the upper
center has a little finish poured on it that gets dribbled next to and into the
cleaned-out pocket. The putty knife is
then used to make a slurry with the sawdust which gets packed in the pocket (lower
left photo). Any excess is wiped off and
left to dry. After the finish has cured
overnight the surface gets sanded smooth leaving just the dried mix of sawdust
and finish (lower right photo). 
With the pitch pockets filled I can do the final steps
before gluing the pieces together. When
the cedar wastebasket got glued together cleaning up the glue that got squeezed
out on the inside was a pain. To make it
a little easier the inside faces are getting prefinished with four coats
of finish on the surfaces that will not get glued together. Keeping the finish off the glue surfaces is
done using blue painter’s tape. In the
top photo below, you can see it applied along the long edges where the box
joints are. There is also a ½” wide
strip of tape along the bottom edge.
This is where the pieces will get glued on that support the bottom. The bottom photo is after applying the
finish, with the tape removed and in the order they will get glued together.
This is a closer view of the worst of the filled in pitch
pockets. It shows how using finish and sawdust can make a patch that looks
natural and blends in.
This is a photo of the inside of one corner’s dry
fit. It’s included to show how the grain
flows from one piece to another, a view that won’t be available when all four
side are glued up. Also, when glued and
clamped tightly together the whiteish line of unfinished cherry at the corner
between the pieces will not be there.
From here the process of gluing the sides together,
adding the bottom braces then fitting and gluing the bottom in is done the same
way as with the cedar test piece. Once
glued the tiny protrusion of the box joints is sanded flush and everything is
given a final sanding with 320 grit sandpaper.
For protection four coats of wipe-on polyurethane finish is
applied. After applying the final coat
and giving the pieces several days to cure and harden both the inside and
outside get wet sanded starting with 2,400 grit then working through the grits
ending up with 12,000. Here are the
completed Cedar and Cherry finished pieces.
I am really happy with the way they came out, it’s a rather simple
looking design that had a fair amount of work to make it happen. The cherry one goes in the den as a matching
piece to the computer desk and credenza while, for now, the cedar one sits to
one side in the shop.
The jig gets set alongside the other jigs and fixtures I have made ready to be used as needed. Truthfully there was no economic benefit to making the wastebasket over getting a plastic one but it sure was a lot more fun!