
This is the last post for this project. Between coats of lacquer on the shelf I can take care of
the few remaining bits of work on this project.
First is to assemble the drawer then reinstall the full extension metal
guides and do any minor adjustment so the drawer is centered in the opening.
With the drawer in place the false front can be added
which starts by locating and clamping the handle to the false drawer
front. Once that’s done pilot holes the
size of the screws root diameter get drilled through the front & into
handle. The blue tape on the drill bit
is my depth gauge.
Next using spacers, the false drawer front is centered in
the opening and clamped in place. With
that done using the already drilled pilot holes as guides the holes in the
actual drawer can be drilled. Here the
false drawer front is centered with spacers ready to be clamped and drilled.
Enlarging the holes in the false front so the screw
threads do not bite into it is next. I
want the screw threads to engage only with the handle so it pulls all the
pieces tight together. The holes in the
drawer also get enlarged. However, they
get drilled out larger still to provide room for adjustment to the position of
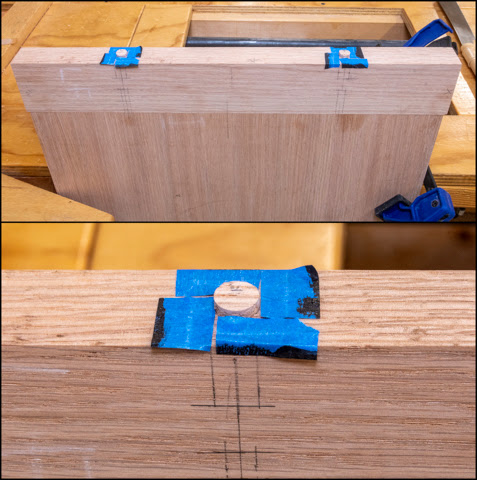
the drawer a little. In the photo below
the handle which is at the top has its pilot holes drilled, below that is the
false front with the pilot holes enlarged for clearance. On the bottom is the drawer itself whose
pilot holes were enlarged to allow for adjustment. Side note, on the extra holes in the
handle. They were for the screws that
temporarily attached blocks to the handle when it was being sprayed with
lacquer. 
Once assembled the false front gets centered in the
opening and the attachment screws tightened.
Lastly, one additional shorter screw through the drawer into only the
drawer front gets added in the center.
I left the top with all its coats of lacquer for wet
sanding until the shelf was done too.
Both are wet sanded using the 8,000-grit pad. That takes care of any dust that might have
settled on the finish before it dried dust-free. The top photo shows the top’s wet sanding in
progress. On the far left just barely in
frame is the spray water bottle used to mist the surface. The sanding pad has the loop part on its back
while the circular block using has the hook half of the fastener on it. In the close-up you can see the misted water
droplets.
Once wet sanded the shelf gets installed first. As it had already been fitted with the
mounting holes drilled in the shelf and the screws run in all installing
required was setting in place and putting the screws back in. Here is what the installed shelf looks like
from the underside.
Adding the top is the last bit of work. That started by laying the top face down and
centering the base upside down on it.
Once centered the screw locations are marked in the top using a screw
large enough to fill the holes and slots width so the screw is centered. After that the base is taken off, pilot holes
drilled and the screws run in 5/8” because when permentaly installed that’s as
far as they go into the top. They are
removed, the base set back on the top and the screws reinstalled. It is a really tight squeeze getting the
screws in and tightened. The top drawing
below has the piece inverted with the top down.
The bottom drawing is from a different angle with the spindle and one of
the rails removed so the inside is visible.
As you can see it’s a pretty tight squeeze, there is only about 1 ½”
side to side room. Additionally, you
can’t get a straight shot with the screwdriver into the screws since the side
rail overhangs the side rail the screws run through.
The last bit of assembly is to put the drawer in which almost completes the project. It does need to set in the shop for a couple of weeks so the lacquer completely gasses off until there is no longer any odor from it. Below are a couple of views of the completed piece. Because this will be used as an end table in the living room next to my chair the top will get some abuse from things being piled up, drinks spilled and who knows what else. To provide protection a ¼” thick piece of plate glass will be added.

















































{kind=link}