
The maple bed joints are the ones that run continuously from
end to end in the chopping block. In the
rendering below you can see what I mean.
The unusual thing about these pieces is the grain runs from top to
bottom rather than side to side like you would normally see.

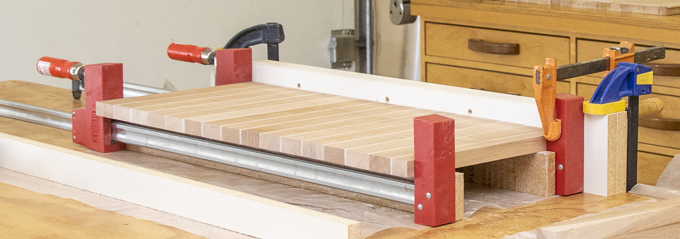
To make these panels I have to glue four of the ripped maple
pieces together. Since the material is
just a hair over 1/8” thick it makes clamping the pieces together during glue
up a bit more challenging. Here’s the
process, first I wrapped a flat piece of plywood in polyethylene plastic to
keep the pieces from gluing themselves to it.
That’s because Type III TIghtbond (waterproof) glue won’t adhere to
polyethylene. This is what that looks like
with the first of four pieces roughly in place.

This first piece goes down hung over the right edge of the
panel about ¼”. There are clamps close
to each end of the maple piece to keep it flat when I tighten the clamps that
will run the long dimension.

Three more pieces are added, glued at the butt joint and
clamped down. When all four pieces are
in place, I add a couple of light aluminum bar clamps to squeeze the joints
between each of the sections tightly together.
Because they are so thin without the clamps at the edges of the
individual panels, they would certainly buckle as I apply lengthwise clamping
pressure. The assembly sets overnight
then the clamps are taken off and the whole process is repeated four more times
to give me the five panels I need. When
all the panels are glued up the thickness sander is used to clean up any
misalignment in the butt joints and bring the panel to 1/8” thick to match the
head mortar joint pieces. They are then
set aside until needed which will be a bit later.

Now at long last enough parts and pieces are done so the
major gluing can start. Here is the
clamping setup and the all the pieces needed to make up the first sub
assembly. To keep the spacers from
getting glued to the maple or cherry pieces they are faced with plastic
laminate or covered with packing tape.

This is the test clamp for the first sub-assembly: cherry
then maple then cherry then maple then… well, you get the idea. There are 31 pieces, sixteen cherry and
fifteen maple that need to have glue applied, set in the clamps in the proper
order, aligned, clamped and made sure all the faces are flush. Not so bad but I need to get it done in about
7 or 8 minutes.
The process gets broken down into four phases. Three of them are more or less in a
controlled panic while the fourth is a little less stressful. First, is to temporarily clamp all the cherry
pieced together and apply the glue. I
just pour it on then use a credit card to spread it out. In this case glue will be applied to both
sides of the cherry pieces so I do not have to spread it out on the thin maple
strips. Here is what that looks like and
it takes two minutes.

Next is to assemble all the pieces in the right order,
cherry – maple – cherry – maple, etc. making sure I have the two different sized
end pieces on each end and not in the middle.
This takes another three minutes, so five gone so far.

Now that all the pieces are in order, I have to make sure
they are flush in the long dimension which the white bar does. All I have to do here is pull it toward me
and the pieces all being the same length get aligned. Next is to check and make sure everything is
flush on the top. When that’s done, I
can tighten the clamps making sure that nothing moves out of alignment. Invariably as the clamps are tightened things
move around and the pieces have to be realigned. Must have something to do with 31 surfaces
covered with slippery glue. Two more minutes go by so that’s 7 and I am pretty
much done. The last phase is cleanup
which gives me the chance to confirm that all is square and aligned.

Once one side is cleaned up, I can flip the piece and do the
other side, wipe down the clamps and set the sub-assembly aside to cure
overnight. With it out of the way I can
clean up the accessory pieces which takes me 5 or 6 minutes so I can do the
same thing tomorrow and for the three days after that to make five matched
sub-assembly sets.
 As much as I worked to keep all the pieces flush with each
other inevitably there were some that required a little correction. The first step in the cleanup process is to
run the pieces through the thickness sander to flatten the piece. For reference I mark the surfaces with pencil
lines. When they are gone the piece is
flat. Here is what one looks like
in-process. As you can see some of the
pencil lines remain so I have a bit to go.
As much as I worked to keep all the pieces flush with each
other inevitably there were some that required a little correction. The first step in the cleanup process is to
run the pieces through the thickness sander to flatten the piece. For reference I mark the surfaces with pencil
lines. When they are gone the piece is
flat. Here is what one looks like
in-process. As you can see some of the
pencil lines remain so I have a bit to go.
Next up – Milling Sub-Assemblies & More Gluing



































