
Before I get into the segmented bowl discussion I have had a couple of people ask about what I ended up
doing for the low voltage drive lighting. So, I thought I would take just a
little space and explain. Where we live
there are no street lights and if there is no moon it is very dark. When we moved in the first few nights were
moonless and coming back after dark we drove right by the house turned around, and then drove right
by it going the other way. The house
sets back far enough and the plants are tall enough it’s really hard to
see. The only glow is from the lights in
El Paso, about 40 miles away. A couple
of solar lights temporarily marked the driveway but they had started to fail so
some replacements were needed. As I talked in the first blog I went down the route of wired low voltage fixtures but due to costs opted for high quality solar powered lights. The end
installation is the photos below, taken at dusk.
 |
| Entry Drive Low Voltage Lighting |
 |
| Low Voltage Lighting, Front Entry |
Back to the segmented bowl.
My next decision was on which wood to make the piece out of. Because of the small scale of the piece I
wanted to use a fine grain wood. Based
on what I had in stock my choices were Maple, Walnut, Cherry, Poplar, Zebrawood,
Katalox, Mesquite, Cocobolo, Ebony, Lacewood and Padauk. I also wanted something that would not
overpower the simple design so that eliminated Zebrawood and Lacewood. Narrowing it down to what I had in the scrap
box gave me Maple, Cherry, Walnut and Poplar. The Maple, Walnut and Poplar were all nice
flat rectangular boards ready to be go.
The Cherry on the other hand was leftovers from the Maloof rocking
chair. In cutting out all the curved
pieces for that project I ended up with a lot of strange shaped mostly 1¾” thick
fairly short pieces so trying to use them for this piece seemed like a good use
of cutoffs, besides I like to work with Cherry.
 |
| Scrap Cherry Pieces |
As these leftover pieces had been cut to make curved blanks
for the chair I had no straight edge to work from or the grain ran at a
strange angle to the edge. The good news
was that they had already been prepped for the chair so the top and bottom
faces were flat and parallel. For each
of the pieces I started by drawing a straight reference line using a steel
straightedge and cutting to the line as straight as I could with the bandsaw.
 |
| Cherry Scrap - Bandsawn Edge |
With a reasonably straight edge to start with I cut the
opposite edge true on the table saw.
 |
| Cherry Scrap - Finished Edge at Back |
I then flipped the piece over and set the just sawn finish
edge against the table saw fence to clean up and true the bandsawn edge. This only works with a good bandsawn edge and
pieces that are short enough to be fully registered against the table saw fence
both before and after the cut. I am not
advocating this method for all but it works for me. For longer pieces I would use a plane to
clean up the bandsawn edge and then use that against the table saw fence. A joiner would be great but I don't have one, but then most of these pieces are a little short to run through a joiner.
 |
| Cherry Scrap - Sawn Bandsawn Edge |
Now that I had rectangular pieces to work with I set the table
saw up to cut blanks at slightly over my finished size of ½”.
 |
| Table Saw Setup for Ripping |
I cut the blanks slightly oversize because I will use the
thickness sander to remove the inevitable burn marks or irregularities and take
them all to the same thickness. I can
also get the blanks to a nearly finished state using 220 grit sandpaper in the
sander.
 |
| Thickness Sander & Cherry Blanks |
Here are the blanks all the same thickness but random
lengths and widths ready to go.
 |
| Finished Cherry Blanks |
My plan is to make the bowl in two pieces, a top half and a
bottom half then glue them together. To
start I cut a ¾” thick cherry base in a rough circle slightly larger than
needed on the bandsaw. I then glued it
to a sacrificial base made out of a piece of 2x4 I had screwed to a face plate and
turned it to a true circle. The easy way
to glue and center the cherry is to use the tail stock on the lathe to provide the
clamping pressure.
 |
| Bowl Bottom Glue-up |
I have only one regular faceplate so for the top half I used
a scroll chuck to hold the sacrificial piece. This one is made from two layers of
particle board and a layer of thin plywood.
This piece is from a scrap off the jig I used to laminate the
rockers for the Maloof chair. Like the
bottom setup I took the cherry top I had bandsawn to a rough circle then glued
it to the sacrificial base.
 |
| Bowl Top Glue-up |
With both the top and bottom solid pieces done I was ready to get
started on cutting the segments. I
began with the bottom half, the layer up from the solid bottom is layer
1. Checking my cut list the blank Width
for layer 1 is 1.941” (highlighted in yellow).
I set the table saw up and ripped a couple of pieces that width. I am not concerned if I overshoot the number
of pieces I need as there are several layers that are narrower and I can always
recut the blanks.

Next is to set the table saw jig up for the Outer Face
Length for layer 1. Going back to my cut
list shows it’s 1.009” (highlighted in yellow).

Using my digital calipers I set the right hand stop on the
jig for 1.009" and cut a test piece.
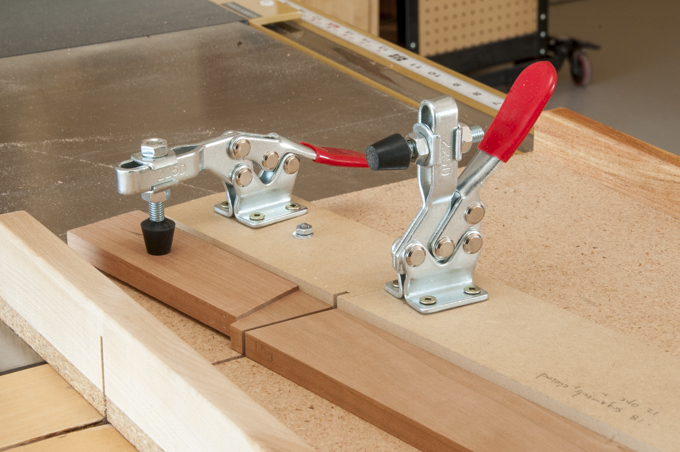 |
| Table Saw Jig Setup |
With it measuring out right I cut 13 pieces. The 12 needed plus one in case of a problem.





































{kind=link}